Previous
Previous
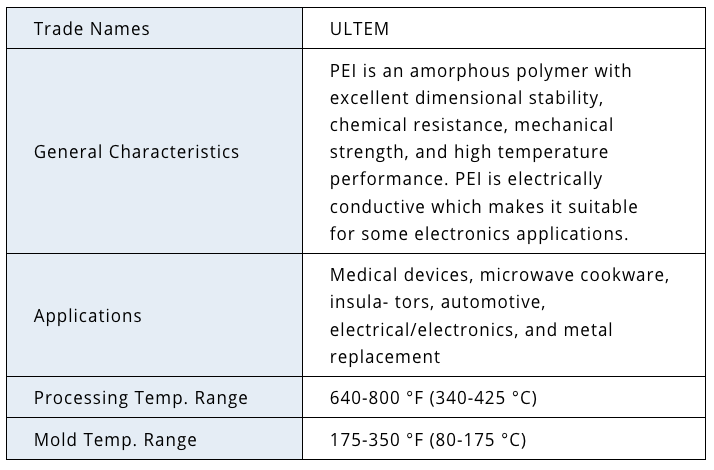
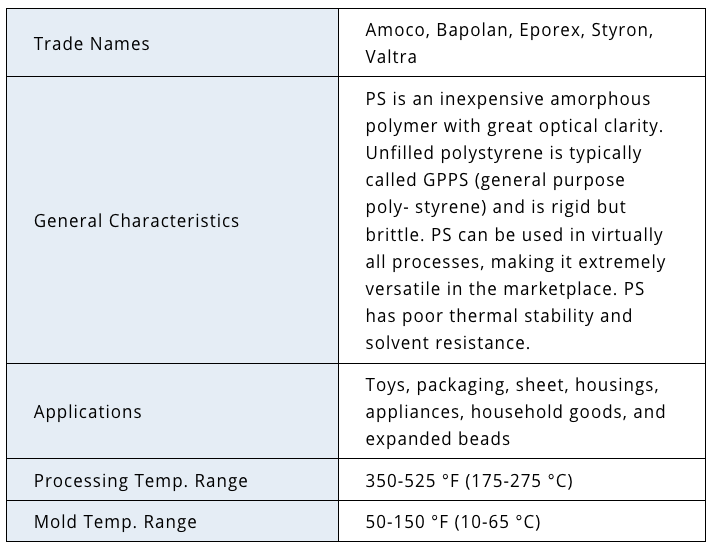
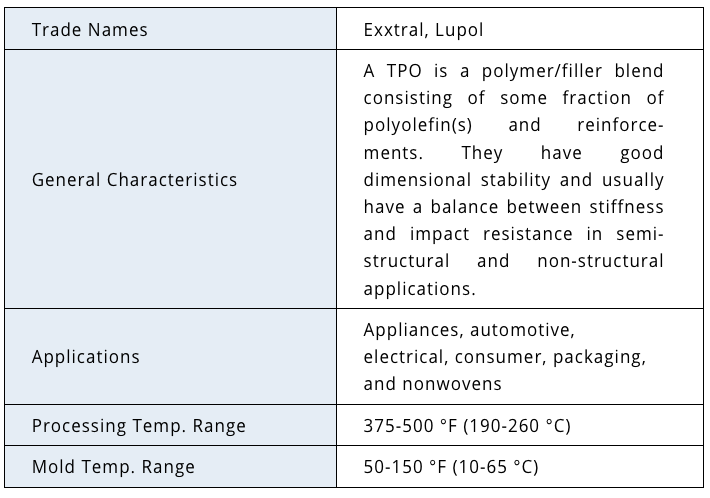
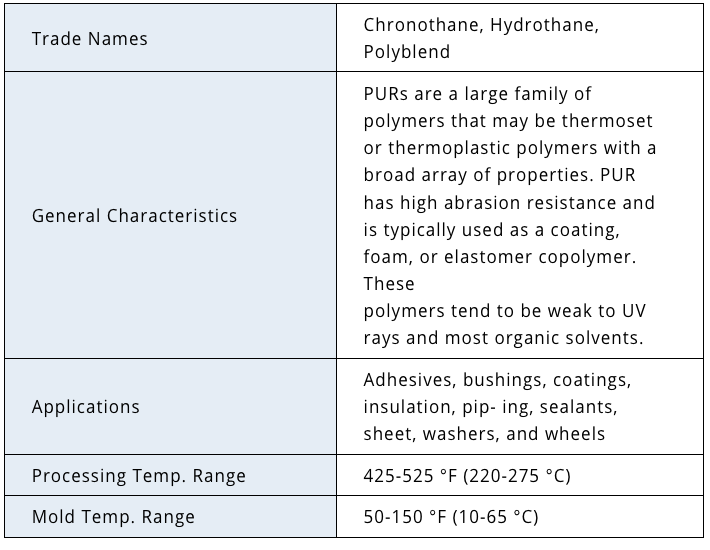
Part 1. Understanding Plastics
Next
Next

























Founder & CEO of Resonant Pixel Co. I've been creating websites since 1996, started with Squarespace in 2010, and now sell web design as a productized service.
I'm also the creator of the upcoming Productize Squarespace Design course.